If your facility uses compressed air, you know that standard air compressors typically deliver pressure in the range of 7–10 bar (100–150 psi). But what happens when your production line needs 20 bar, 40 bar, or even 300 bar for specialized processes? Replacing your entire compressed air system with a high pressure compressor is expensive and often unnecessary.
The answer is an air compressor booster – also called a compressed air booster, air pressure booster, or booster compressor.
This guide explains what a booster is, how it works, how to select the right one, and where real‑world installations often go wrong – based on our field experience.
What Is an Air Compressor Booster?
An air compressor booster is a secondary‑stage device that increases the pressure of already compressed air or gas. It does not draw ambient air from the atmosphere. Instead, it takes the output of a standard compressor and amplifies it to a much higher final pressure.

Booster compressors are designed as secondary‑stage devices that integrate downstream of a primary compressor, using the primary compressor’s output as their inlet source.
Booster vs Standard Compressor vs High‑Pressure Compressor
| Feature | Standard Compressor | Booster Compressor | Dedicated High?Pressure Compressor |
|---|---|---|---|
| Footprint | Large | Small (add-on) | Very large |
| Inlet source | Ambient air at atmospheric pressure | Already compressed air from a primary compressor | Ambient air |
| Typical outlet pressure | 7–10 bar (100–150 psi) | 20–350 bar (300–5,000+ psi) | 20–350 bar |
| Capital cost | Low to medium | Medium (adds to existing system) | Very high |
| Energy efficiency | Good for general plant air | Excellent for localized high?pressure needs | Lower (compresses from atmosphere) |
A booster operates as a secondary stage in a compressed air system. It connects directly to your facility’s existing compressed air line to enhance pressure – without replacing the whole system.
Why Use an Air Compressor Booster?
Boosters offer several benefits:
- Cost‑efficiency – Avoiding the purchase of a high pressure primary compressor saves capital.
- Energy efficient – Boosters allow the primary compressor to run at lower pressure levels, which saves energy. Every 1 bar reduction in the primary plant pressure can save approximately 7% in energy consumption.
- Space saving – Boosters reduce the physical space requirement compared to a standalone high‑pressure unit.
- Flexibility – Provide a targeted pressure increase without upgrading the entire primary compressor system.
Booster compressors are significantly more energy efficient for localized high‑pressure needs because they amplify pre‑compressed air rather than drawing from atmospheric pressure, which reduces the pressure ratio per stage and minimizes the work required for compression.
Key fact: Operating a booster is typically more energy‑efficient than running a large compressor at maximum pressure for all equipment.
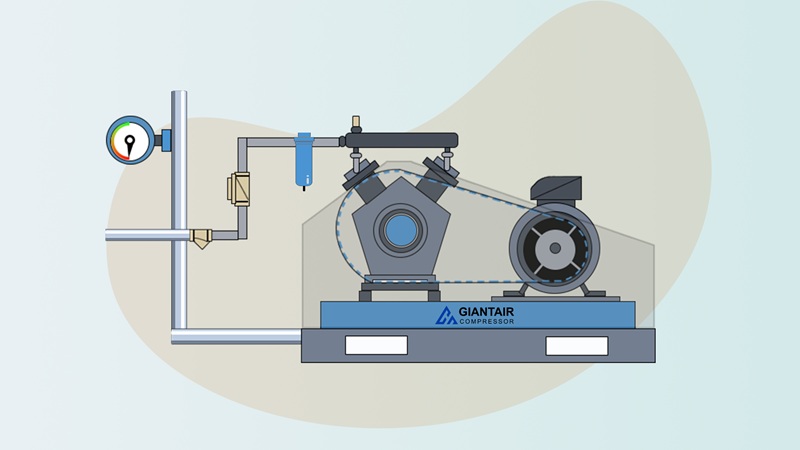
How Does a Booster Compressor Work?
Basic Operating Principle
A booster compressor increases pressure by compressing a gas that is already above atmospheric pressure, typically supplied by a primary compressor. In a typical two‑stage system, the primary compressor supplies air at a baseline pressure to the booster’s inlet, allowing the booster to perform less work to reach the target discharge pressure compared to starting from atmospheric conditions.
The operation of a booster compressor is governed by the laws of thermodynamics – specifically, reducing the volume of a gas increases its pressure.
Step‑by‑Step Process
- Air intake – Pre‑compressed air enters the booster through an inlet valve.
- Compression – A piston inside the compression chamber compresses the air further.
- Cycling – Valves control the intake and discharge cycles.
- Delivery – The high‑pressure air is sent to storage (receiver tank) or directly to the equipment.
Key Technologies
| Technology | How It Works | Typical Outlet Pressure | Best For |
|---|---|---|---|
| Reciprocating piston booster | Piston compresses air in a cylinder | Up to 40 bar (medium) or 300 bar (high) | General industrial applications, continuous duty |
| Air‑driven piston booster | Uses already compressed air to drive a larger piston | Up to 345 bar (5,000 psi) | Intermittent high pressure, no power supply |
| Single‑stage vs multi‑stage | Multiple cylinders in series | 20–350+ bar | Very high pressure requirements |
Key Parameters to Understand
- Inlet pressure – The pressure of the air supplied by the primary compressor (typically 6–10 bar).
- Outlet pressure – The final pressure after boosting (can exceed 600 PSI and reach levels necessary for specialized applications).
- Flow (scfm or m³/min) – Volume of air delivered at outlet pressure (note: flow decreases as pressure increases).
- Duty cycle – Continuous vs intermittent operation.
Types of Booster Compressors
Booster compressors can be categorized based on pressure requirements, the gas being compressed, or the air quality required.

By Pressure Range
Booster compressors can achieve a wide range of pressures:
- Medium pressure boosters: typically operate between 20 and 40 bar (e.g., PET bottle blowing, industrial cleaning).
- High pressure boosters: typically operate between 200 and 350 bar (e.g., laser cutting, cylinder filling). High‑pressure booster compressors can achieve pressures up to 300 bar.
By Gas Type
- Air booster compressors – Used for standard compressed air applications, typically operating at medium pressures around 20–40 bar, such as PET bottle blowing and industrial cleaning.
- Gas booster compressors – Designed to handle industrial gases like nitrogen and CO₂, used in applications where materials compatibility and cleanliness are critical.
- Oxygen booster compressors – Require special attention to cleanliness and safety due to the increased ignition risk associated with oxygen. Commonly used in medical and industrial oxygen applications. Sealing and lubrication materials must be oxygen‑compatible; no hydrocarbons allowed.
By Drive Type
- Electric‑driven boosters – For continuous operation, more energy efficient.
- Air‑driven boosters – For intermittent use, hazardous areas (no power supply needed), but higher energy consumption.
By Lubrication
- Oil‑lubricated – Longer life, better for continuous duty.
- Oil‑free – For clean air requirements (food, pharmaceutical, electronics, laser cutting assist gas).
Common Applications for Booster Compressors

Boosters are used wherever standard compressor output is insufficient. Booster compressors are commonly used in industrial applications such as:
PET Bottle Blowing
Requires high pressure air at 25–40 bar. An air booster takes plant air (7 bar) and boosts it to the required level.
Laser Cutting
Laser cutting uses high pressure nitrogen or oxygen as assist gas. High pressure boosters ensure clean, stable pressure for precise cuts.
Pressure Testing
In the oil and gas industry and manufacturing, pressure testing of components, pipelines, and vessels often requires pressures from 100 bar up to 700 bar. Booster compressors are ideal for this process because they adjust easily to different pressure targets.
Gas Cylinder Filling
Filling SCUBA tanks, nitrogen cylinders, or breathing air bottles. Booster compressors raise pressure from medium‑pressure storage to cylinder filling pressure (200–300 bar).
Industrial Cleaning
High‑pressure water jetting often uses an air‑driven booster to drive the water pump.
Pneumatic Tools in High‑Pressure Systems
Some specialized pneumatic tools require pressure above typical plant air. A booster can serve a single workstation without raising the entire plant pressure.
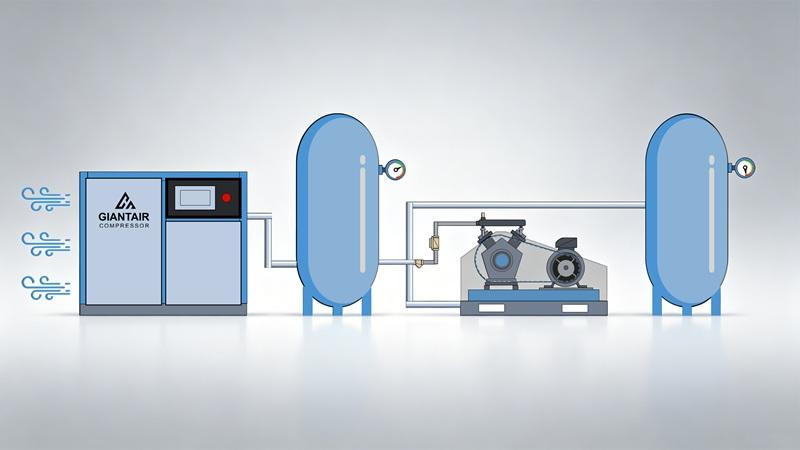
How to Choose the Right Booster Compressor
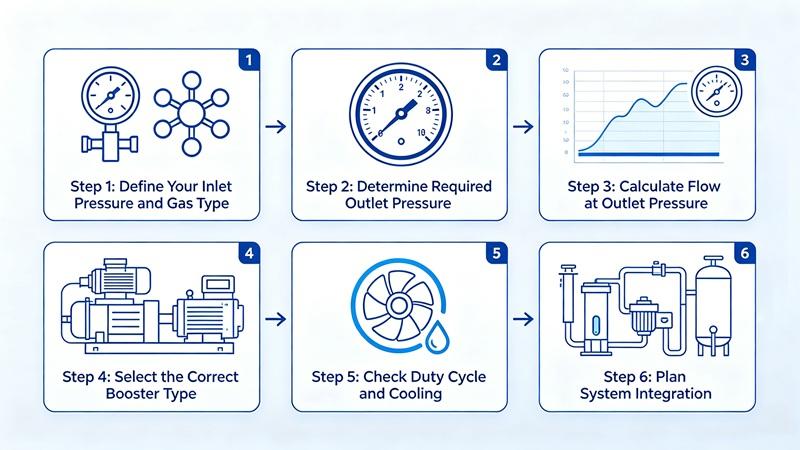
Step 1: Define Your Inlet Pressure and Gas Type
- Measure the inlet pressure at the point where the booster will be installed – ambient conditions and piping losses matter.
- Is it air or a specific gas (e.g., nitrogen, oxygen, hydrogen)? This determines materials, sealing, and safety requirements.
Step 2: Determine Required Outlet Pressure
List the maximum pressure your process needs. Add 10–15% safety margin.
Step 3: Calculate Flow at Outlet Pressure
Flow drops as pressure rises. Use manufacturer performance curves. For example: 10 scfm at 7 bar inlet may become only 2 scfm at 40 bar outlet.
Step 4: Select the Correct Booster Type
- Medium pressure (20–40 bar) → single‑stage air booster often sufficient.
- High pressure (200–350 bar) → two‑ or three‑stage booster.
- Gas other than air → gas booster with compatible materials.
Step 5: Check Duty Cycle and Cooling
Continuous operation needs a robust cooling system (air‑ or water‑cooled). Intermittent use is more forgiving.
Step 6: Plan System Integration
- Install filters and a dryer before the booster (contaminants destroy seals).
- Add a receiver tank after the booster to stabilise pressure.
- Install pressure relief valves on the outlet side.
From the field – A common sizing mistake we see
Over years of helping customers size booster systems for real industrial environments, one mistake stands out as the most frequent and costly: focusing only on the target outlet pressure while ignoring inlet pressure fluctuations and actual air consumption.
A real example: A customer wanted to boost their existing 7 bar plant air to 30 bar for pressure testing. On paper, the booster could handle the pressure ratio. But on the shop floor, the inlet pressure frequently dropped below 5 bar – especially during peak production. The result? The booster ran at high load continuously, outlet pressure was unstable, and the unit kept shutting down on alarms.
What we did differently: We went back to measure the actual operating conditions – not just the ideal numbers. We recorded inlet pressure variation over a full shift, calculated continuous run time, and measured peak flow demand. Then we recalculated the required boost ratio, added a properly sized receiver tank upstream to stabilise inlet pressure, and matched the booster capacity to the real load profile. After these adjustments, the system ran smoothly, temperatures dropped, and energy consumption decreased noticeably.
Key takeaway for buyers: Before selecting a booster, measure your actual inlet pressure at the point of installation – especially during peak demand hours. If pressure fluctuates, add a receiver tank before the booster. Never assume your plant air delivers perfect pressure 100% of the time.
Booster vs Dedicated High‑Pressure Compressor: Which to Choose?
| Factor | Booster Compressor | Dedicated High Pressure Compressor |
|---|---|---|
| Existing primary compressor | Required | Not required |
| Capital cost | Lower (only add‑on) | Higher (complete new system) |
| Energy consumption | Lower for intermittent high‑pressure use | Higher for continuous high‑pressure use |
| Space | Small footprint | Large footprint |
| Best for | Adding high pressure to an existing compressed air system | New facilities or continuous high‑volume high‑pressure demand |
Cost‑efficiency of a booster comes from avoiding the purchase of a high pressure primary compressor. You keep your existing compressor and only boost where needed.
Energy Efficiency Strategies

Booster compressors are inherently more energy efficient for localized high‑pressure needs because they amplify pre‑compressed air rather than drawing from atmospheric pressure. The pressure ratio per stage is lower, which reduces the work of compression.
- Staged compression (multi‑stage) improves efficiency.
- Match flow to demand – use a variable speed drive (VSD) on electric boosters for varying loads.
- Avoid over‑pressurizing – only boost as high as necessary.
- Reduce primary plant pressure – every 1 bar reduction saves ~7% energy.
- Heat recovery – some boosters can recover compression heat for facility heating.
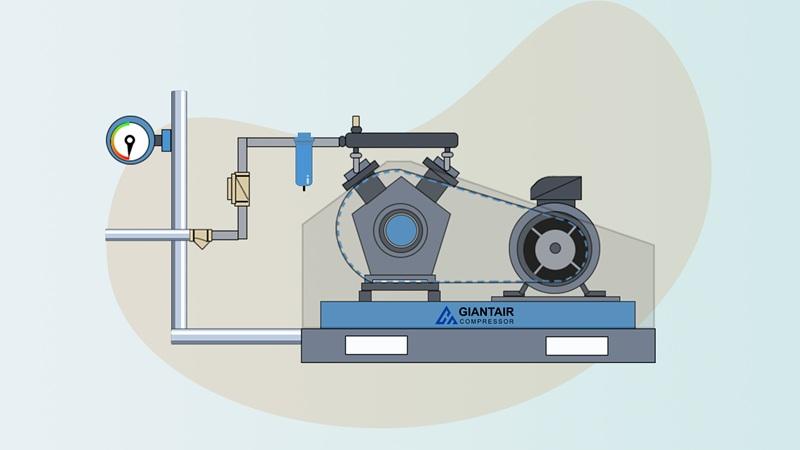
Installation and System Integration

Placement in the System
A booster connects directly to your facility’s existing compressed air line. Install it after the main air dryer, filters, and receiver tank – never before drying, as moisture and contaminants will destroy internal sealing components.
Required Components
- Inlet filter (1–5 micron)
- Inlet pressure regulator (if inlet pressure varies)
- Check valve (prevent backflow from high‑pressure side)
- Pressure relief valve (on outlet side)
- High‑pressure receiver tank (for stable flow)
- Pressure gauges (inlet and outlet)
Piping and Cooling
- Inlet pipe size: often larger than outlet (pressure drop kills performance).
- Ensure adequate cooling – air‑cooled units need good ventilation; water‑cooled units need proper flow and temperature control.
Safety Considerations for High‑Pressure Booster Systems
- Never exceed rated outlet pressure – catastrophic failure risk.
- Install burst discs or pressure relief valves rated below system maximum.
- Use check valves to prevent backflow.
- Oxygen boosters: strict oxygen cleaning, no oil or grease, use oxygen‑compatible materials (special sealing and lubrication).
- Hydrogen boosters: explosion‑proof electrical, proper ventilation.
- Train operators on safe start‑up, shut‑down, and emergency depressurization.
Maintenance and Troubleshooting

Routine Checks
- Monitor inlet and outlet pressure gauges.
- Listen for unusual noise (knocking, hissing).
- Check for air or gas leaks at fittings.
Scheduled Maintenance
| Component | Recommended Interval |
|---|---|
| Inlet filters | Replace every 1,000–2,000 hours |
| Valves (piston boosters) | Inspect/replace per manufacturer |
| Seals and piston rings | Life depends on cycles and gas purity |
| Lubrication (oil‑lubricated) | Change with manufacturer‑specified oil |
| Cooling system | Check monthly |
Common Problems (Standard)
| Problem | Likely Cause | Solution |
|---|---|---|
| Low outlet pressure | Clogged inlet filter | Replace filter |
| Low outlet pressure | Inlet pressure too low | Check primary compressor output |
| Overheating | Insufficient cooling | Clean cooler, increase ventilation |
| Overheating | Duty cycle too high | Reduce run time or upgrade cooling |
Real‑world troubleshooting: The hidden issue we find most often
In our field service experience, one problem causes more repeated booster failures than any other – and users almost never suspect it. The issue? Excessive moisture and contaminants in the inlet air.
Why users miss it: Many customers assume that because their main air compressor has a refrigerated dryer, the air reaching the booster is dry. But in hot, humid ambient conditions (or long piping runs with temperature drops), significant condensate can still form – especially if automatic drains are clogged or the dryer’s dew point has drifted.
What actually happens: Over weeks or months, water droplets and contaminants enter the booster’s compression chamber. They attack seals, valve plates, and lubrication (in oil‑lubricated units). The result: premature seal wear, valve failure, erratic pressure, and eventually complete breakdown. The customer blames the booster quality – but the root cause is upstream.
How we fix it (and how you can prevent it):
- Check the entire air treatment chain – not just the dryer’s presence, but its performance (measure dew point).
- Verify automatic drains on dryers, filters, and receiver tanks – they fail more often than people realise.
- Add a high‑efficiency coalescing filter (0.01–0.1 micron) immediately before the booster, with its own auto‑drain.
- For critical or 24/7 applications, consider a dedicated point‑of‑use dryer or a desiccant dryer if the existing refrigerated dryer cannot maintain a +3°C pressure dew point.
The result after correction: Booster seal and valve life often doubles or triples. One customer who had been replacing seals every 3 months saw the interval extend beyond 12 months – simply by fixing upstream moisture control.
Key takeaway for operators: Never assume dry air stays dry all the way to the booster. Measure, inspect drains, and install final filtration. A booster is only as reliable as the air you feed it.
Common Mistakes to Avoid
| Mistake | Consequence |
|---|---|
| Using dirty or wet inlet air | Rapid seal and valve failure |
| Ignoring inlet pressure fluctuations | Cannot reach rated outlet pressure |
| Selecting by pressure only (ignoring flow) | Insufficient delivery for production |
| No receiver tank after booster | Pressure fluctuations, poor performance |
| Using an intermittent‑duty booster continuously | Overheating, premature failure |
| Assuming all gases behave like air | Seal failure, leaks, fire (with oxygen) |
Frequently Asked Questions (FAQ)
Q: What does an air compressor booster do?
A: It takes already compressed air (from your primary compressor) and increases its pressure to a higher level – from 7 bar up to 40 bar (medium) or even 300 bar (high pressure).
Q: When do you need a compressed air booster?
A: When your application requires pressure higher than your standard compressor can provide – examples include PET bottle blowing, laser cutting, pressure testing, and cylinder filling.
Q: Can a booster increase airflow?
A: No. Boosting increases pressure but reduces flow volume. Flow at outlet pressure is lower than inlet flow.
Q: Are boosters energy efficient?
A: Yes, especially for localized high‑pressure needs. They amplify pre‑compressed air, so the pressure ratio per stage is lower, reducing the work of compression. Operating a booster is typically more energy efficient than running a large compressor at maximum pressure for all equipment.
Q: What is the pressure range of boosters?
A: Medium‑pressure boosters operate between 20–40 bar (typical for PET blowing). High‑pressure boosters can reach up to 300 bar (for laser cutting, cylinder filling). The pressure increase can exceed 600 PSI.
Q: Can boosters work with nitrogen or oxygen?
A: Yes, but you need gas booster compressors designed for that specific gas. Oxygen boosters require special cleanliness and safety measures due to ignition risk.
Q: What industries use boosters?
A: Manufacturing, oil and gas, automotive, laser cutting, PET bottling, pressure testing, and gas handling.
Conclusion
Air compressor boosters are essential tools for industrial applications that require pressure beyond the capability of a standard compressor. They offer a cost‑effective, energy efficient, and space‑saving solution compared to installing a dedicated high pressure compressor.
Key takeaways:
- Boosters work by amplifying already compressed air – they do not draw from atmospheric pressure.
- Medium pressure (20–40 bar) and high pressure (200–350 bar) boosters serve various applications.
- Correct sizing requires measuring actual inlet pressure and flow demand – not just relying on nameplate ratings.
- Inlet air quality (dryness, cleanliness) is critical for reliability and longevity.
- Boosters allow the primary compressor to run at lower pressure, saving energy (every 1 bar reduction saves ~7%).
From our field experience: Most booster problems are not caused by the booster itself, but by unstable inlet pressure or poor inlet air quality. Address those two issues, and your booster will deliver optimal performance for years.
Need Help Choosing the Right Air Compressor Booster?
Every compressed air system is different. If you need assistance sizing a booster, selecting the correct gas booster for nitrogen or oxygen, or troubleshooting an existing booster system, contact our team. We provide application assessment, equipment recommendations, and integration support for industrial environments worldwide.

{kind=link}